1. Crusher ngalaman geteran anu kuat sareng teu normal
Alesan: Panyabab geteran anu paling umum nyaéta kusabab ketidakseimbangan turntable, anu tiasa disababkeun ku pamasangan sareng susunan bilah palu anu salah; Bilah palu parantos aus parah sareng henteu acan diganti dina waktos anu pas; Sababaraha potongan palu macét sareng henteu dileupaskeun; Karusakan bagian rotor anu sanés nyababkeun ketidakseimbangan beurat. Masalah sanés anu nyababkeun geteran kalebet: deformasi spindle kusabab ulir; Keausan bantalan anu parah tiasa nyababkeun karusakan; Baut pondasi anu leupas; Kecepatan palu teuing luhur.
Solusi: Pasang deui bilah palu dina urutan anu leres; Pasang deui bilah palu pikeun mastikeun yén simpangan beurat bilah palu henteu ngaleuwihan 5g; Pareuman inspeksi, manipulasi palu pikeun ngajantenkeun potongan anu nyangkut muter sacara normal; Pasang deui bagian turntable anu rusak sareng saimbangkeunana; Lempengkeun atanapi pasang deui spindle; Pasang deui bantalan; Konci baut pondasi pageuh; Kurangi kecepatan rotasi.
2. Crusher ngaluarkeun sora anu teu normal nalika dioperasikeun
Alesan: Barang-barang teuas sapertos logam sareng batu asup kana rohangan pangremuk; Bagian anu leupas atanapi leupas di jero mesin; Palu peupeus sareng murag; Celah antara palu sareng ayakan alit teuing.
Solusi: Eureunkeun mesin kanggo dipariksa. Kencengkeun atanapi ganti bagian-bagianna; Cabut barang-barang teuas tina rohangan pangremuk; Pasang deui palu anu rusak; Sesuaikeun jarak antara palu sareng ayakan. Jarak optimal pikeun sisikian umum nyaéta 4-8mm, sareng pikeun jarami, nyaéta 10-14mm.
3. Bantalanna kaleuleuwihi panas, sareng suhu casing mesin penghancur luhur pisan
Alesan: Karusakan bantalan atanapi minyak pelumas anu teu cekap; Sabukna pageuh teuing; Tuang anu kaleuleuwihi sareng padamelan anu kaleuleuwihi jangka panjang.
Solusi: Ganti bantalan; Tambahkeun oli pelumas; Sesuaikeun pageuhna sabuk (pencét tengah sabuk transmisi ku leungeun anjeun pikeun nyiptakeun jangkungna busur 18-25mm); Kurangi jumlah asupan.
4. Hawa anu dibalikkeun dina asupan
Alesan: Pipa kipas sareng saluran pangiriman tersumbat; Liang ayakan tersumbat; Kantong bubuk pinuh teuing atanapi alit teuing.
Solusi: Pariksa upami kipasna tos ruksak teuing; Bersihkeun liang ayakan; Kosongkeun atanapi gentos kantong pangumpul bubuk pas waktuna.
5. Laju pembuangan parantos turun sacara signifikan
Alesan: Bilah palu geus ruksak parah; Beban crusher anu kaleuleuwihi nyababkeun sabuk jadi leueur sareng nyababkeun kecepatan rotor anu handap; Liang ayakan tersumbat; Celah antara palu sareng ayakan ageung teuing; Tuangan henteu rata; Daya topang henteu cekap.
Solusi: Pasang deui bilah palu atanapi pindah ka juru anu sanés; Kurangi beban sareng saluyukeun tegangan sabuk; Bersihkeun liang ayakan; Kurangi celah antara palu sareng ayakan kalayan leres; Tuangkeun sacara rata; Ganti motor kakuatan tinggi.
6. Produk réngséna kasar teuing
Alesan: Liang ayakan geus ruksak parah atawa geus teu dipaké deui; Liang jaringna teu pageuh napel kana wadah ayakan.
Solusi: Pasang deui jaring saringan; Sesuaikan celah antara liang ayakan sareng wadah ayakan supados pas.
7. Sabuk panas teuing
Alesan: Ketatna sabukna teu bener.
Solusi: Atur pageuhna sabukna.
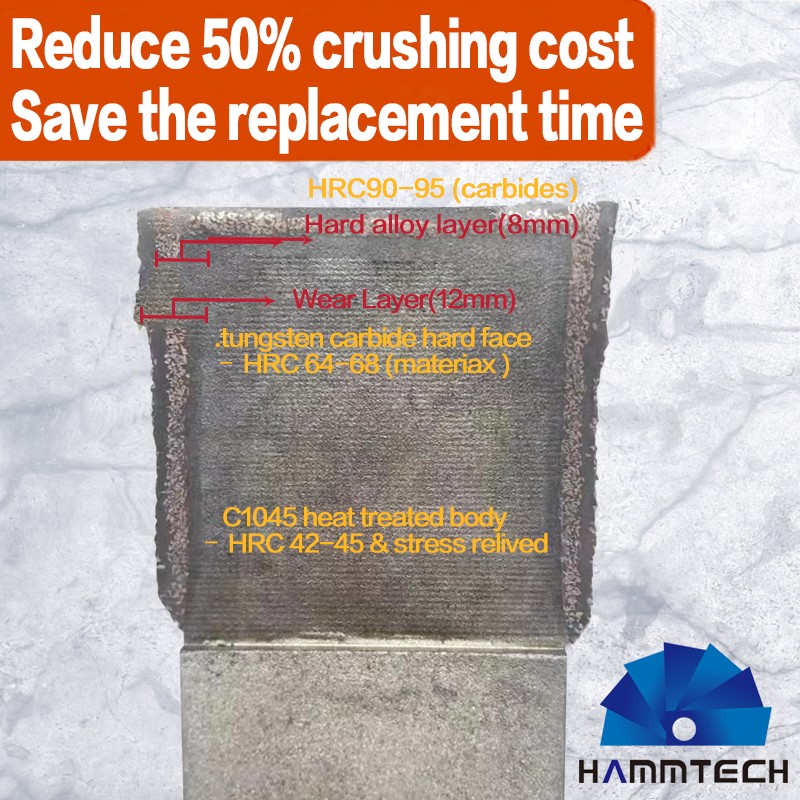
8. Umur bilah palu jadi leuwih pondok
Alesan: Kalembaban anu kaleuleuwihi dina bahan ningkatkeun kakuatan sareng kateguhanana, janten langkung sesah diremuk; Bahanna henteu bersih sareng dicampur sareng barang keras; Celah antara palu sareng ayakan alit teuing; Kualitas bilah palu goréng teuing.
Solusi: Kontrol kadar cai bahan teu leuwih ti 5%; Minimalkeun kandungan pangotor dina bahan sabisa-bisa; Sesuaikeun jarak antara palu jeung ayakan kalawan merenah; Anggo palu anu kualitasna alus sarta tahan aus, saperti tilu palu campuran luhur ti Nai.
Waktos posting: 28-Peb-2025